

1. Кереш
Автомобиль җиңел авырлыгы үсеш алган илләрдә башланып, башта традицион автомобиль гигантлары белән җитәкчелек ителде. Даими үсеш белән ул зур этәргеч алды. 1999-нчы елда индеецлар алюминий эретмәсе кулланганнан алып, Ауди алюминий машиналарын беренче массакүләм җитештергәнгә кадәр, алюминий эритмәсе түбән тыгызлык, югары специфик көч һәм катгыйлык, яхшы эластиклык һәм тәэсиргә каршы тору, югары эшкәртү тизлеге, югары яңарыш тизлеге кебек өстенлекләр аркасында автомобиль кушымталарында нык үсеш алган. 2015 елга автомобильләрдә алюминий эритмәсе куллану өлеше 35% тан арткан иде.
Кытайның автомобиль җиңел авырлыгы 10 ел элек башланган иде, һәм технология, куллану дәрәҗәсе Германия, АКШ, Япония кебек алга киткән илләрдән артта калды. Ләкин, яңа энергия машиналары үсеше белән, җиңел авырлык тиз үсә. Яңа энергия машиналарының үсешен кулланып, Кытайның җиңел авырлыктагы технологиясе алга киткән илләр белән танышу тенденциясен күрсәтә.
Кытайның җиңел материаллар базары бик зур. Бер яктан, чит илләрнең алга киткән илләре белән чагыштырганда, Кытайның җиңел үлчәү технологиясе соңрак башланды, һәм гомуми машинаның авырлыгы зуррак. Чит илләрдә җиңел материалларның пропорциясенең эталонын исәпкә алсак, Кытайда үсеш өчен әле киң урын бар. Икенче яктан, политика нигезендә, Кытайның яңа энергия машиналары сәнәгатенең тиз үсеше җиңел материалларга ихтыяҗны арттырачак һәм автомобиль компанияләрен җиңел авырлыкка таба этәрергә этәрәчәк.
Эмиссия һәм ягулык куллану стандартларын яхшырту автомобиль җиңел авырлыгын тизләтергә мәҗбүр итә. Кытай 2020-нче елда Кытай VI чыгару стандартларын тулысынча тормышка ашырды. "Пассажир машиналарын ягулык куллануны бәяләү методы һәм күрсәткечләре" һәм "Энергияне сак тоту һәм яңа энергия машиналары технологиясе mл картасы" буенча 5.0 L / км ягулык куллану стандарты. Двигатель технологиясендә зур уңышларга ирешү һәм чыгаруны киметү өчен чикләнгән мәйданны исәпкә алып, җиңел автомобиль компонентларына чаралар күрү транспорт чараларын чыгаруны һәм ягулык куллануны нәтиҗәле киметергә мөмкин. Яңа энергия машиналарын җиңел тарату тармак үсеше өчен мөһим юлга әйләнде.
2016 елда, Кытай Автомобиль төзелеше җәмгыяте "Энергияне сак тоту һәм яңа энергия техникасы юл картасы" чыгарды, бу энергия куллану, круиз диапазоны, һәм яңа энергия машиналары өчен материаллар җитештерү кебек факторларны планлаштырды. 2020-нче елдан 2030-нчы елга кадәр җиңел авырлык яңа энергия машиналарын үстерү өчен төп юнәлеш булачак. Lightиңел авырлык круиз диапазонын арттырырга һәм яңа энергия машиналарында “диапазон борчылуларын” чишәргә мөмкин. Озын круиз диапазонына сорау арту белән, автомобиль җиңел авырлыгы актуальләшә, һәм соңгы елларда яңа энергия машиналарын сату сизелерлек артты. Счет системасы таләпләре һәм "Автомобиль сәнәгате өчен урта һәм озак вакытлы үсеш планы" нигезендә, 2025 елга Кытайның яңа энергия машиналарын сату 6 миллион берәмлектән артып китәчәк, еллык үсеш темплары 38% тан артып китә.
2.Алумин эритмәсе характеристикалары һәм кушымталары
2.1 Алюминий эритмәсе характеристикалары
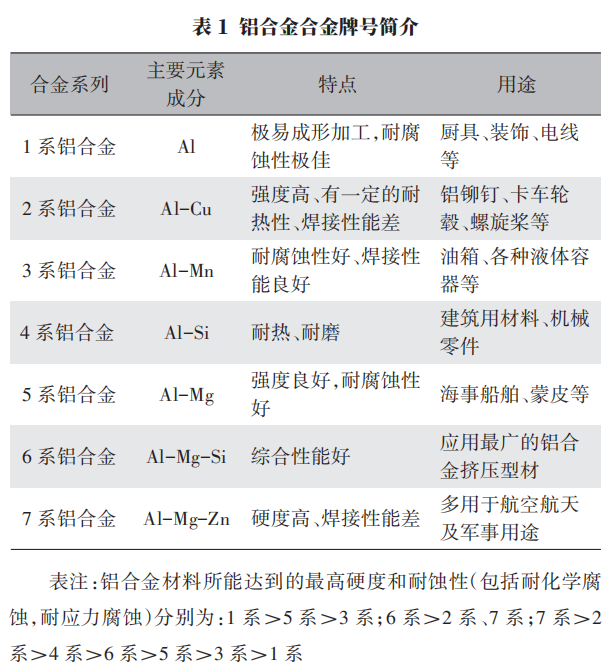
Алюминийның тыгызлыгы корычның өчтән бере, аны җиңелрәк итә. Аның югары конкрет көче, яхшы экструзия мөмкинлеге, көчле коррозиягә каршы торуы, югары эшкәртүчәнлеге бар. Алюминий эретмәләре, беренче чиратта, магнийдан торган, яхшы җылылыкка каршы тору, эретеп ябыштыру үзенчәлекләре, яхшы ару көче, җылылык белән эшкәртелә алмау, салкын эш аркасында көчне арттыру сәләте белән аерылып тора. 6 серия беренче чиратта магний һәм кремнийдан тора, Mg2Si төп ныгыту этабы булып тора. Бу категориядә иң киң кулланылган эретмәләр - 6063, 6061, һәм 6005A. 5052 алюминий тәлинкә - AL-Mg серияле эретелгән алюминий тәлинкә, төп эретү элементы буларак магний. Бу датка каршы алюминий эретмәсе. Бу эретмәнең югары көче, ару-талу көче, яхшы пластиклылыгы һәм коррозиягә каршы торуы бар, җылылык белән эшкәртеп булмый, ярым салкын эшне катыртуда яхшы пластиклылыгы, салкын эш катыгында түбән пластиклылыгы, яхшы коррозиягә каршы тору, эретеп ябыштыру үзенчәлекләре бар. Ул, нигездә, ян панельләр, түбә капкалары, ишек такталары кебек компонентлар өчен кулланыла. 6063 алюминий эретмәсе - AL-Mg-Si сериясендә җылылык белән эшкәртелә торган ныгыту эретмәсе, төп эретүче элементлар буларак магний һәм кремний. Бу җылылык белән эшкәртелә торган алюминий эритмәсе профиле, уртача көч белән, нигездә көч йөртү өчен баганалар һәм ян панельләр кебек структур компонентларда кулланыла. Алюминий эритмәсе классларына кереш таблицада күрсәтелгән.
2.2 Экструзия - алюминий эритмәсе формалаштыруның мөһим ысулы
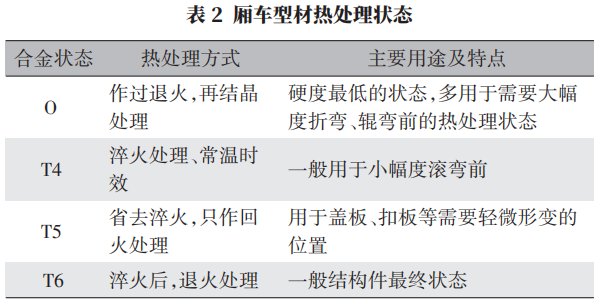
Алюминий эретмәсе экструзиясе - кайнар формалаштыру ысулы, һәм бөтен җитештерү процессы өч яклы кысу стрессы астында алюминий эритмәсе формалаштыруны үз эченә ала. Бөтен җитештерү процессын түбәндәгечә сурәтләргә мөмкин: а. Алюминий һәм башка эретмәләр эретелә һәм кирәкле алюминий эретмәсе билетларына ташлана; б. Алдан җылытылган билетлар экструзия җиһазларына салына. Төп цилиндр тәэсирендә алюминий эритмәсе билет форма формасы формасында формалаша; в. Алюминий профильләренең механик үзлекләрен яхшырту өчен, чишелеш эшкәртү экструзия вакытында яки аннан соң, аннары картлык белән дәвалана. Картайганнан соң механик үзлекләр төрле материалларга һәм картлык режимына карап үзгәрәләр. Йөк машинасы профильләренең җылылык белән эшкәртү торышы 2 нче таблицада күрсәтелгән.
Алюминий эретмәсе экструди продуктларның башка формалаштыру ысулларына караганда берничә өстенлеге бар:
а. Экструзия вакытында, экстрадицияләнгән металл әйләнешкә һәм ясалуга караганда, деформация зонасында көчлерәк һәм бертөрле өч яклы кысу стрессына ия, шуңа күрә ул эшкәртелгән металлның пластиклыгын тулысынча уйный ала. Бу катлаулы деформацияле металлларны эшкәртү өчен кулланылырга мөмкин, аларны әйләндереп яки ясап эшкәртеп булмый һәм төрле катлаулы буш яки каты кисемтәләр ясау өчен кулланырга мөмкин.
б. Алюминий профильләренең геометриясе төрле булырга мөмкин, аларның компонентлары каты катгыйлыкка ия, алар транспорт тәненең катгыйлыгын яхшырта, NVH характеристикаларын киметә һәм машинаның динамик контроль үзенчәлекләрен яхшырта ала.
в. Экструзия эффективлыгы булган продуктлар, сүнгәннән һәм картайганнан соң, озынлык көченә (R, Raz) бүтән ысуллар белән эшкәртелгән продуктларга караганда зуррак.
г. Экструзиядән соң продуктларның өслеге яхшы төскә һәм коррозиягә каршы торуга ия, коррозиягә каршы башка эшкәртү кирәклеген бетерә.
д. Экструзия эшкәртү зур сыгылучылыкка, аз коралландыруга һәм форма чыгымнарына, һәм дизайнның түбән үзгәрү чыгымнарына ия.
f. Алюминий профиль кисемтәләренең контрольдә тотылуы аркасында, компонентларның интеграция дәрәҗәсе артырга, компонентлар саны кимергә һәм төрле кисемтә конструкцияләре эретеп эретеп ябыштыруга ирешә ала.
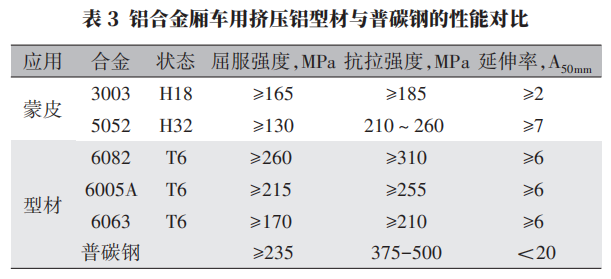
Касса тибындагы йөкле машиналар һәм гади углерод корычлары өчен экструдий алюминий профильләре арасындагы чагыштыру таблицада күрсәтелгән.
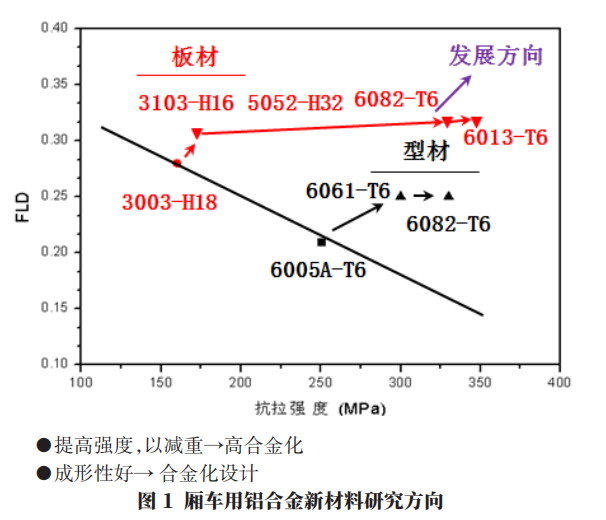
Алюминий эритмәсе профильләренең бокс тибындагы йөкле машиналар өчен киләсе үсеш юнәлеше: профиль көчен тагын да яхшырту һәм экструзия җитештерүчәнлеген арттыру. Алюминий эретелгән профильләр өчен тартма тибындагы йөкле машиналар өчен яңа материалларның тикшеренү юнәлеше 1 нче рәсемдә күрсәтелгән.
3.Алуминий эретелгән тартма йөк машинасы структурасы, көч анализы, тикшерү
3.1 Алюминий эритмәсе тартмасы йөк машинасы структурасы
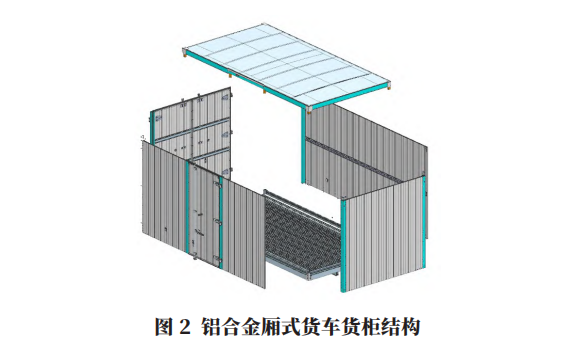
Йөк машинасы контейнеры, нигездә, алгы панель җыю, сул һәм уң як панель җыю, арткы ишек ян панель җыю, идән җыю, түбә җыю, шулай ук U формасындагы болтлар, ян сакчылары, арткы сакчылар, пычрак плиталар һәм икенче класс шассиына тоташтырылган башка аксессуарлардан тора. Сандык тәннең кроссовкалары, баганалары, ян яктырткычлары, ишек панельләре алюминий эретмәсе экструди профильләрдән, идән һәм түбә панельләре 5052 алюминий эритмәсе яссы тәлинкәләрдән эшләнгән. Алюминий эретелгән тартма машинасының структурасы 2 нче рәсемдә күрсәтелгән.
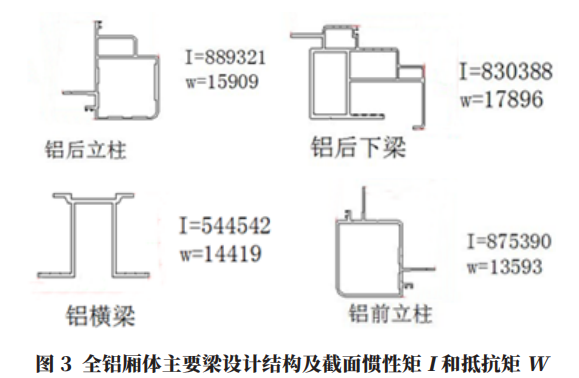
6 серияле алюминий эретмәсенең кайнар экструзия процессын кулланып, катлаулы чокыр кисемтәләре барлыкка килергә мөмкин, катлаулы кисемтәләр белән алюминий профильләре дизайны материалларны саклый ала, продукт көче һәм катгыйлык таләпләренә җавап бирә һәм төрле компонентлар арасындагы үзара бәйләнеш таләпләренә җавап бирә ала. Шуңа күрә, төп нур дизайны структурасы һәм инерциянең секциональ моментлары һәм W каршылык моментлары 3 нче рәсемдә күрсәтелгән.
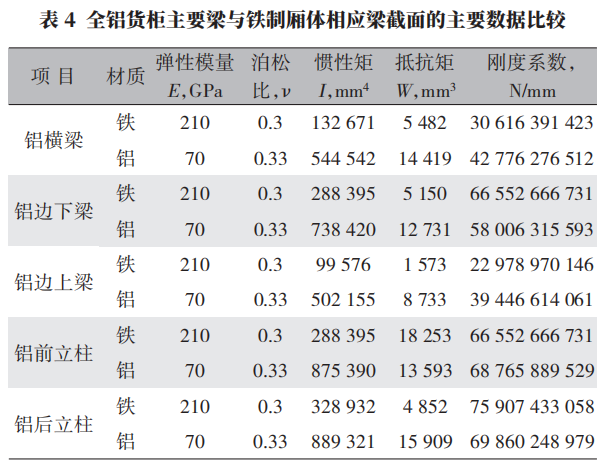
4 нче таблицада төп мәгълүматларны чагыштыру шуны күрсәтә: инерциянең секциональ моментлары һәм эшләнгән алюминий профиленең каршылык моментлары тимердән ясалган нур профиленең тиешле мәгълүматларына караганда яхшырак. Каты коэффициент мәгълүматлары тимердән ясалган нур профиле белән якынча охшаш, һәм барысы да деформация таләпләренә туры килә.
3.2 Стрессны максималь исәпләү
Төп йөкле компонентны, кроссовканы, объект буларак, максималь стресс исәпләнә. Бәяләнгән йөк 1,5 т, һәм кроссовка 6063-T6 алюминий эритмәсе профиленнән ясалган, 5 таблицада күрсәтелгәнчә, механик үзлекләр белән.
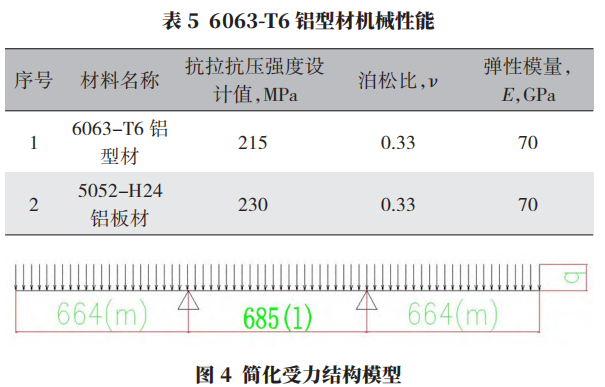
344 мм озынлыктагы нурны алып, нурдагы кысу йөге 4,5т нигезендә F = 3757 N дип санала, бу стандарт статик йөкнең өч тапкырга күбрәк. q = F / L.
монда q - йөк астындагы нурның эчке стрессы, N / мм; F - балкып торган йөк, стандарт статик йөкнең 3 тапкырга нигезләнеп исәпләнә, бу 4,5 т; L - нурның озынлыгы, мм.
Шуңа күрә, эчке стресс q:

Стрессны исәпләү формуласы түбәндәгечә:

Максималь мизгел:

Моментның абсолют кыйммәтен алсак, M = 274283 N · мм, максималь стресс σ = M / (1,05 × w) = 18,78 MPa, һәм таләпләргә туры килгән максималь стресс бәясе σ <215 MPa.
3.3 Төрле компонентларның тоташу характеристикалары
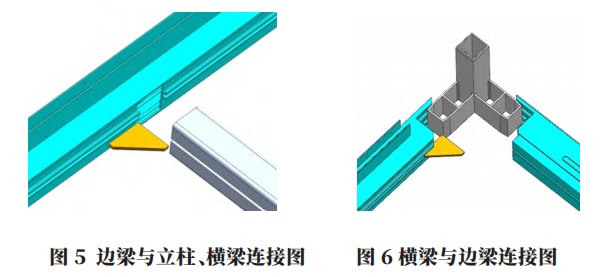
Алюминий эретмәсе эретеп ябыштыру үзенчәлекләренә ия, һәм аның эретеп ябыштыру көче төп материаль көчнең 60% тәшкил итә. Алюминий эритмәсе өслегендә Al2O3 катламы капланганлыктан, Al2O3 эретү ноктасы югары, ә алюминийның эрү ноктасы түбән. Алюминий эретмәсе эретелгәндә, эретеп ябыштыру өчен, өслектәге Al2O3 тиз өзелергә тиеш. Шул ук вакытта, Al2O3 калдыклары алюминий эритмәсе эремәсендә калачак, алюминий эритмәсе структурасына тәэсир итәчәк һәм алюминий эритмәсе эретеп ябыштыру ноктасының көчен киметәчәк. Шуңа күрә, алюминий контейнерны эшләгәндә, бу үзенчәлекләр тулысынча карала. Эретеп ябыштыру - төп урнаштыру ысулы, һәм төп йөкле компонентлар болтлар белән тоташтырылган. Бөртек һәм күгәрчен структурасы кебек бәйләнешләр 5 һәм 6 нчы рәсемнәрдә күрсәтелгән.
Барлык алюминий тартма тәненең төп структурасы горизонталь нурлар, вертикаль баганалар, ян яктырткычлар һәм бер-берсе белән бәйләнгән кыр яктырткычлары булган структураны кабул итә. Eachәр горизонталь нур белән вертикаль багана арасында дүрт тоташу ноктасы бар. Бәйләнү нокталары горизонталь нурның сератланган кыры белән каплану өчен серетка белән тутырылган, тайпылуны эффектив булдырмый. Сигез почмак ноктасы, нигездә, корыч үзәк кыстыргычлар белән тоташтырылган, болтлар һәм үз-үзен бикләү криветкалары белән тоташтырылган, эчке почмак позицияләрен ныгыту өчен сандык эчендә эретелгән 5 мм өчпочмаклы алюминий тәлинкәләр белән ныгытылган. Сандыкның тышкы кыяфәтендә эретеп ябыштыручы яки ачык тоташу нокталары юк, бу санның гомуми күренешен тәэмин итә.
3.4 SE Синхрон инженер технологиясе
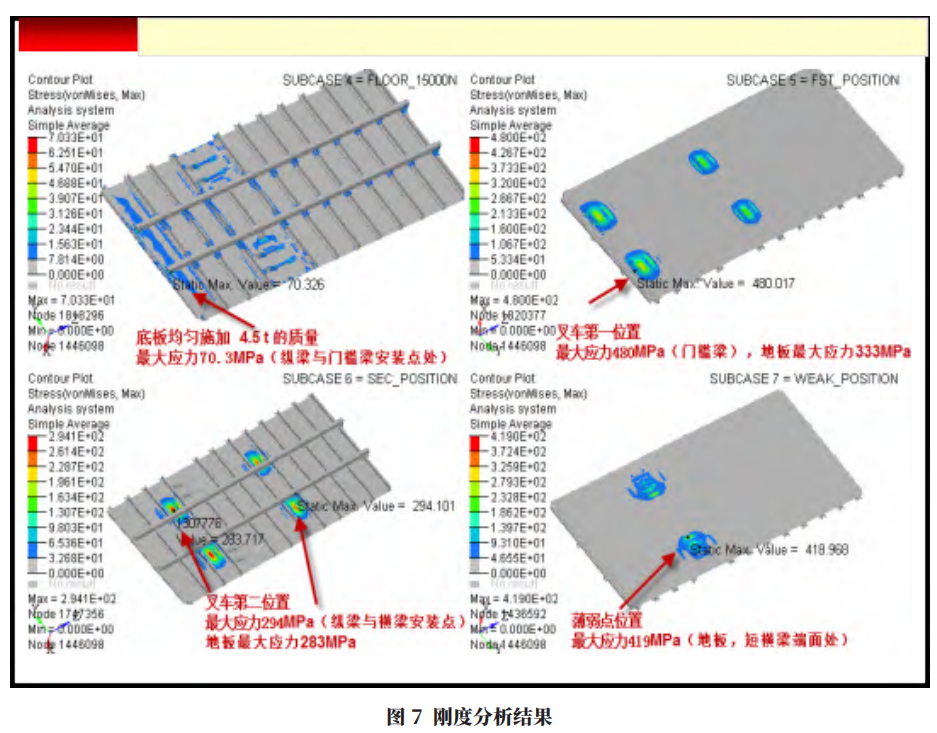
SE синхрон инженерия технологиясе сандык тәнендәге компонентларга туры килү өчен зур тупланган зурлыктагы тайпылышлар аркасында килеп чыккан проблемаларны чишү өчен кулланыла. CAE анализы аша (рәсемне кара 7-8), тимер анализ ясалган корпуслар белән чагыштыру анализы үткәрелә, сандык тәненең гомуми көчен һәм катгыйлыгын тикшерү, зәгыйфь якларны табу, проект схемасын оптимальләштерү һәм камилләштерү чараларын күрү.
4. Алюминий эритмәсе тартмасының җиңел авырлыгы
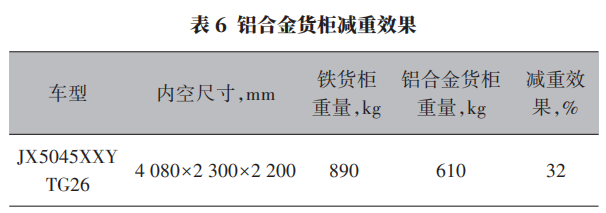
Алюминий эретмәләре тартма корпусына өстәп, корыч типтагы йөкле контейнерларның төрле компонентлары өчен корычны алыштырырга мөмкин, мәсәлән, сазлык сакчылары, арткы сакчылар, ян сакчылары, ишек такталары, ишек элгечләре һәм арткы алгы кырлар, йөк бүлмәсе өчен авырлыкны 30% тан 40% ка киметүгә ирешергә. Буш 4080 мм × 2300 мм × 2200 мм йөк контейнеры өчен авырлыкны киметү эффекты 6-нчы таблицада күрсәтелгән. Бу артык авырлык, игъланнарны үтәмәү, традицион тимердән ясалган йөк бүлекчәләренең көйләү куркынычларын төп чишә.
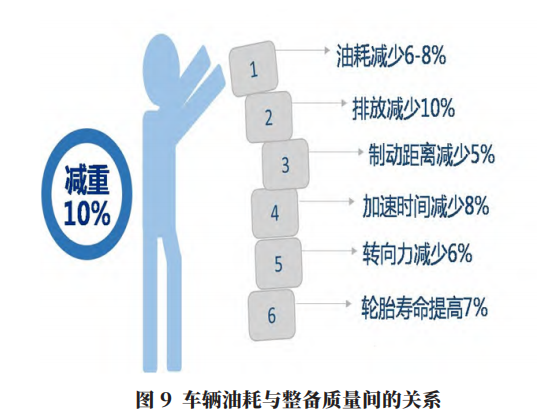
Автомобиль компонентлары өчен традицион корычны алюминий эретмәләре белән алыштырып, җиңел авырлыктагы эффектларга ирешеп кенә калмый, ул ягулыкны экономияләүгә, чыгаруны киметүгә, машинаның эшләвен яхшыртырга ярдәм итә ала. Хәзерге вакытта җиңел авырлыкның ягулыкны саклауга керткән өлеше турында төрле фикерләр бар. Халыкара алюминий институтының тикшеренү нәтиҗәләре 9-нчы рәсемдә күрсәтелгән. Автомобиль авырлыгының 10% кимүе ягулык куллануны 6% тан 8% ка киметергә мөмкин. Эчке статистикага нигезләнеп, һәр пассажир машинасының авырлыгын 100 кг киметү ягулык куллануны 0,4 Л / 100 км киметергә мөмкин. Ягулыкны саклауга җиңел авырлыкның өлеше төрле тикшеренү ысулларыннан алынган нәтиҗәләргә нигезләнә, шуңа күрә кайбер үзгәрешләр бар. Ләкин, автомобиль җиңеллеге ягулык куллануны киметүгә зур йогынты ясый.
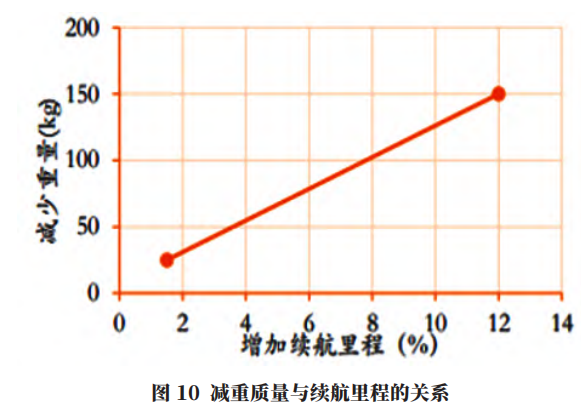
Электр машиналары өчен җиңел авырлык эффекты тагын да ачык күренә. Хәзерге вакытта электр машиналарының электр батарейкаларының энергия тыгызлыгы традицион сыек ягулык машиналарыннан шактый аерылып тора. Электр машиналарының электр системасының авырлыгы (батарейканы да кертеп) еш кына гомуми авырлыкның 20% - 30% тәшкил итә. Шул ук вакытта, батарейкаларның эш нәтиҗәләрен бозу - бөтендөнья кыенлыгы. Performanceгары җитештерүчән батарея технологиясендә зур уңышларга ирешкәнче, җиңел авырлык - электр машиналарының круиз диапазонын яхшырту өчен эффектив ысул. Weightәр 100 килограмм авырлыкны киметү өчен, электр машиналарының круиз диапазоны 6% тан 11% ка кадәр артырга мөмкин (авырлыкны киметү һәм круиз диапазоны арасындагы бәйләнеш 10-нчы рәсемдә күрсәтелгән). Хәзерге вакытта саф электр машиналарының круиз диапазоны күпчелек кешеләрнең ихтыяҗларын канәгатьләндерә алмый, ләкин авырлыкны билгеле күләмдә киметү круиз диапазонын сизелерлек яхшырта ала, диапазон борчылуларын җиңеләйтә һәм кулланучылар тәҗрибәсен яхшырта ала.
5. Йомгаклау
Бу мәкаләдә кертелгән алюминий эретелгән тартма машинасының алюминий структурасына өстәп, төрле төр йөкле машиналар бар, мәсәлән, алюминий бал кортлары, алюминий челтәр тәлинкәләре, алюминий рамкалар + алюминий тиреләр, тимер-алюминий гибрид йөк контейнерлары. Аларның җиңел авырлыгы, югары специфик көче, коррозиягә каршы торуның өстенлекләре бар, һәм коррозиядән саклау өчен электрофоретик буяу таләп ителми, электрофоретик буяуның экологик йогынтысын киметә. Алюминий эретелгән тартма машинасы артык авырлык, игъланнарны үтәмәү, тимердән ясалган йөк бүлекчәләренең көйләү куркынычын төп проблемаларны чишә.
Экструзия - алюминий эретмәләре өчен мөһим эшкәртү ысулы, һәм алюминий профильләре искиткеч механик үзенчәлекләргә ия, шуңа күрә компонентларның бүлек катгыйлыгы чагыштырмача югары. Crossзгәрешле кисемтәләр аркасында, алюминий эретмәләре күп компонент функцияләренең комбинациясенә ирешә ала, аны автомобиль җиңеллеге өчен яхшы материал итә. Ләкин, алюминий эретмәләрен киң куллану, алюминий эритмәсе йөк бүлекчәләре өчен дизайн мөмкинлеге җитмәү, формалаштыру һәм эретеп ябыштыру, яңа продуктлар өчен югары үсеш һәм пропагандалау кебек проблемалар белән очраша. Төп сәбәбе - алюминий эретмәсе алюминий эретмәләрен эшкәртү экологиясе җиткәнче корычка караганда кыйммәтрәк.
Ахырда, автомобильләрдә алюминий эретмәләрен куллану күләме киңәячәк, һәм аларны куллану артачак. Алюминий эретмәсе үзенчәлекләрен тирәнтен аңлау һәм алюминий эритмәсе куллану проблемаларын эффектив чишү белән, энергияне сак тоту, чыгаруны киметү, яңа энергия машиналары индустриясе үсеше тенденцияләрендә алюминий экструзия материаллары автомобиль җиңеллегендә киң кулланылачак.
Май Jiзян редакторы MAT Алюминийдан
Пост вакыты: 12-2024 гыйнвар



